1 / 5
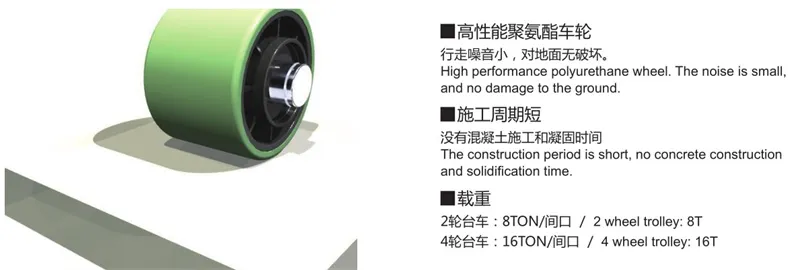
Trackless mobile shelving requires no ramps or infill floor, saves on assembly time, is cost-effective, and can be easily relocated when moved. The bases are moved manually with the aid of a crank and a gear ratio adjusted to the loads carried. Drive is provided directly by the castors on the floor.

Features: The traditional static pallet rack needs a fixed aisle between two rows of racks, which occupies too much storage space, while the mobile rack only needs one aisle to produce higher warehouse storage capacity, and the warehouse utilization rate can reach about 80% to 90%.

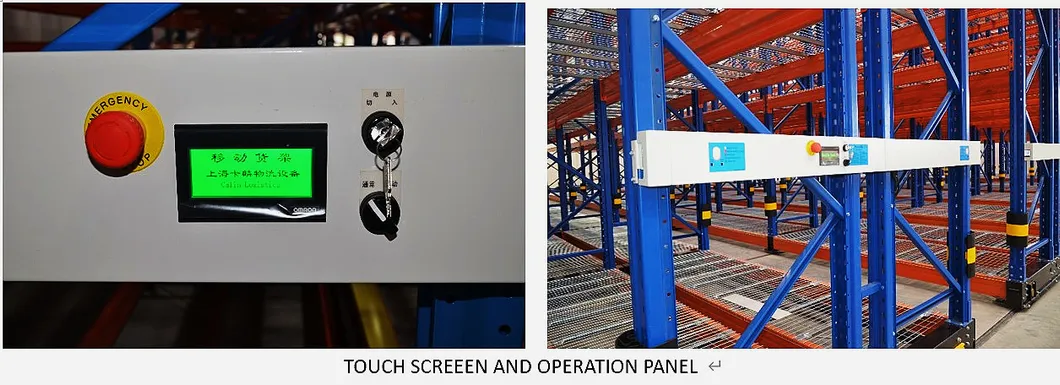
Two rows of back-to-back racks are installed on the mobile base in a group, in a multi-group arrangement, each base is equipped with multiple rollers and drive motors. Through the operation of the electronic control button control motor to drive the entire mobile base along the floor rail together to move, after moving to the operation aisle required by the forklift, you can access the goods.

Heavy-duty capacity makes it a natural choice for a number of storage challenges, from equipment and supplies to freezer and cooler storage. The ability to anchor this mobile shelving or racking system to existing concrete makes it a cost-effective solution for increasing capacity in any space.
On one side of the mobile shelving, there is one set of guided angle rail to keep the mobile shelving moving in line. Under each mobile base there is no more floor rail track required for the movement of the shelving rack.
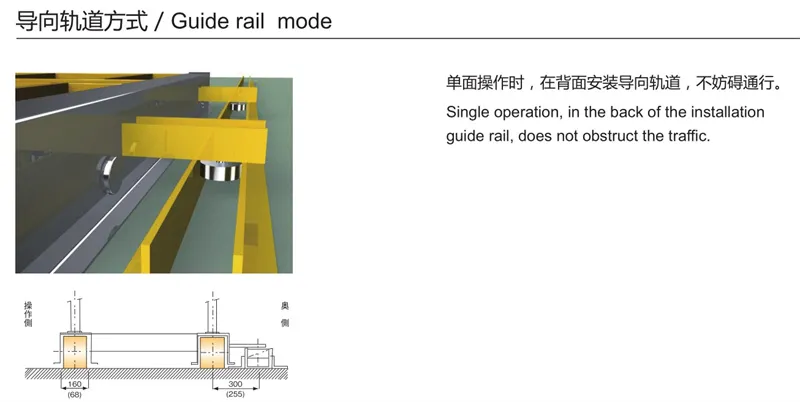

Trackless Mobile Shelving storage systems are an innovative way of increasing storage capacity. It is quick and simple to install as it only uses one guide rail along the rear of the system. This streamlined construction makes our trackless mobile storage system easier to clean as the grooves and crevices that catch dirt and dust are removed.



Long profiles are packed in bundles on plywood or steel pallets, and covered by plastic films. Standard delivery time is 3 weeks after receipt of deposit. Special applications can be delivered within 4-5 weeks.