Advanced DWS and Automation Equipment for Global Supply Chains
The global conveyor belt systems market is undergoing a seismic shift. No longer just a "dumb" rubber belt moving items from point A to point B, modern systems are the nervous system of global trade. From the massive Amazon fulfillment centers in the USA to the precision-heavy manufacturing plants in Germany, the demand for automation is at an all-time high.
Currently, the market is driven by the explosive growth of E-commerce. In 2024, the global logistics automation market reached a multi-billion dollar valuation, with a significant portion allocated to advanced sorting and dimension-weighing-scanning (DWS) technologies. Manufacturers across Europe, Southeast Asia, and North America are racing to replace manual labor with high-speed, error-free automated systems to handle the sheer volume of global parcel delivery.
Modern conveyor systems now feature IoT sensors that predict mechanical failures before they happen. AI algorithms optimize the flow of goods, reducing energy consumption by slowing down or stopping belts during idle periods.
Factories are moving away from fixed infrastructure. The trend is toward modular belt conveyors that can be easily reconfigured as a business grows, ensuring long-term ROI for distribution centers.
Energy efficiency is no longer optional. Using eco-friendly Fork Type Handling Equipment and variable speed controls helps global enterprises meet their ESG (Environmental, Social, and Governance) targets.

As a leading Chinese factory in the automation sector, we bridge the gap between high-end innovation and cost-effectiveness. Our core team consists of professionals with over 20 years of experience in international logistics and supply chain technology.
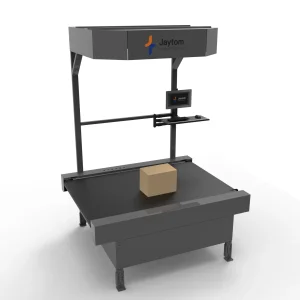
Optimizing parcel flow from the moment of intake to the final dispatch. Our DWS systems ensure accurate weight and dimension recording for carrier invoicing.
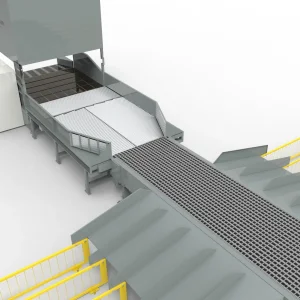
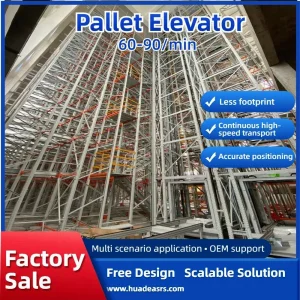
Using Pallet Lifter Automation and Ratchet Tie Down solutions to secure and move heavy components through assembly lines with zero manual strain.
Integrating high-precision carton feeding systems for flexo printers, ensuring smooth transitions in high-speed packaging plants.
Procurement officers today look for more than just a machine; they look for a Total Logistics Solution. Key requirements include real-time inventory tracking, safety protection (like our Pallet Wrapping & Strapping machines), and abrasion-resistant coatings for longevity. Our systems are designed to meet CE and international safety standards, making them the preferred choice for Top 10 Conveyor Belt System factories worldwide.